MMV / MD ट्रेड में इंजन लुब्रिकेशन सिस्टम: आवश्यकता, प्रकार और सामान्य खराबियाँ
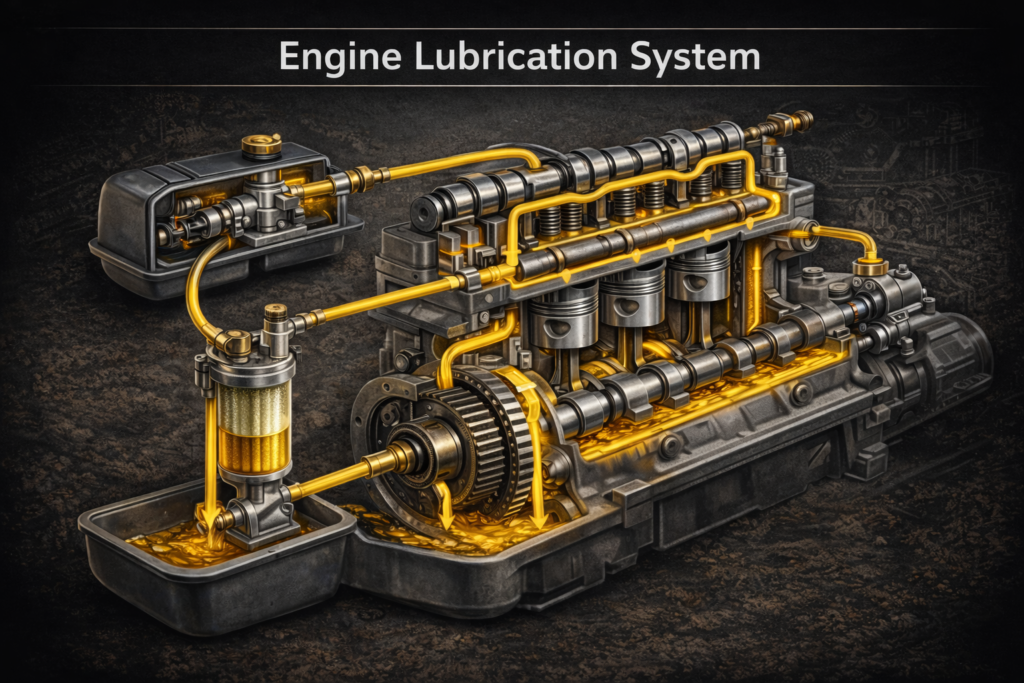
इंजन के सभी चलने वाले पुर्जों को सुरक्षित और सुचारु रूप से चलाने के लिए लुब्रिकेशन सिस्टम अत्यंत आवश्यक होता है। MMV (मैकेनिक मोटर व्हीकल) और MD (मैकेनिक डीज़ल) ट्रेड में इंजन लुब्रिकेशन सिस्टम का ज्ञान एक कुशल मैकेनिक बनने की बुनियादी आवश्यकता है, क्योंकि इंजन की अधिकतर गंभीर खराबियाँ लुब्रिकेशन की कमी के कारण होती हैं। लुब्रिकेशन सिस्टम की आवश्यकताइंजन के अंदर अनेक धातु के पुर्जे तेज़ गति से आपस में रगड़ खाते हैं। यदि इनके बीच उचित मात्रा में इंजन ऑयल न पहुँचे, तो अत्यधिक घर्षण उत्पन्न होता है। लुब्रिकेशन सिस्टम की आवश्यकता निम्न कारणों से होती है।घर्षण को कम करने के लिएइंजन के पुर्जों को ठंडा रखने के लिएघिसावट को रोकने के लिएइंजन की आवाज़ को कम करने के लिएपुर्जों की आयु बढ़ाने के लिएइंजन की कार्यक्षमता और माइलेज बनाए रखने के लिए लुब्रिकेशन सिस्टम का कार्यलुब्रिकेशन सिस्टम इंजन के सभी महत्वपूर्ण चलने वाले भागों जैसे क्रैंकशाफ्ट, कनेक्टिंग रॉड, पिस्टन, कैमशाफ्ट आदि तक इंजन ऑयल को उचित दबाव पर पहुँचाता है। ऑयल इन पुर्जों के बीच एक पतली परत बनाता है जिससे धातु-से-धातु का संपर्क नहीं होता। लुब्रिकेशन सिस्टम के प्रकार स्प्लैश लुब्रिकेशन सिस्टमइस प्रणाली में क्रैंकशाफ्ट के घूमने से ऑयल उछलकर इंजन के भागों पर पहुँचता है। यह प्रणाली छोटे और कम गति वाले इंजनों में उपयोग की जाती है। प्रेशर लुब्रिकेशन सिस्टमइस प्रणाली में ऑयल पंप की सहायता से इंजन ऑयल को दबाव के साथ सभी भागों तक पहुँचाया जाता है। यह आधुनिक पेट्रोल और डीज़ल इंजनों में सबसे अधिक उपयोग होने वाली प्रणाली है। मिक्स्ड लुब्रिकेशन सिस्टमइसमें स्प्लैश और प्रेशर दोनों प्रणालियों का उपयोग किया जाता है। कुछ भागों को दबाव से और कुछ को छींटों द्वारा ऑयल मिलता है। लुब्रिकेशन सिस्टम के मुख्य भागऑयल समप इंजन ऑयल को संग्रहित करता है।ऑयल पंप ऑयल को दबाव के साथ इंजन में भेजता है।ऑयल फिल्टर ऑयल में मौजूद गंदगी को साफ करता है।ऑयल गैलरी इंजन के अंदर ऑयल के प्रवाह का मार्ग होती है।प्रेशर रिलीफ वाल्व अत्यधिक दबाव को नियंत्रित करता है। लुब्रिकेशन सिस्टम की सामान्य खराबियाँऑयल प्रेशर कम होनागलत ग्रेड का इंजन ऑयल उपयोग करनाऑयल फिल्टर का जाम हो जानाऑयल पंप का खराब होनाऑयल लीकेजऑयल लेवल कम होना लुब्रिकेशन सिस्टम की खराबी के लक्षणइंजन से अधिक आवाज़ आनाइंजन का अत्यधिक गरम होनाऑयल प्रेशर चेतावनी लाइट जलनाइंजन की शक्ति में कमीपुर्जों का जल्दी घिस जाना MMV / MD ट्रेड के विद्यार्थियों के लिए सुझावइंजन ऑयल हमेशा सही ग्रेड का उपयोग करें।निर्धारित समय पर ऑयल और ऑयल फिल्टर बदलें।ऑयल लेवल की नियमित जाँच करें।ऑयल लीकेज को नज़रअंदाज़ न करें।इंजन ओवरहाल के समय लुब्रिकेशन चैनलों की सफाई करें। निष्कर्षइंजन लुब्रिकेशन सिस्टम MMV और MD ट्रेड का एक अत्यंत महत्वपूर्ण विषय है। इसकी सही समझ से न केवल परीक्षा में अच्छे अंक प्राप्त होते हैं, बल्कि कार्यशाला में इंजन की खराबियों का सही और समय पर समाधान भी संभव होता है। एक अच्छा मैकेनिक वही होता है जो लुब्रिकेशन के महत्व को समझता है और उसे सही तरीके से लागू करता है।